
Diagnosing Overbored Pin Holes
After a single-use, your drill bits may bend slightly. To ensure best results, we recommend that you use a new 5/32” drill bit with each lower. If persistent overbored pin holes continue to be an issue, we even recommend a slightly smaller one.
1. A carbide version of the drill bit will last considerably longer. In addition, it has increased rigidity, resulting in cleaner cuts. You may want to try a solid carbide 5/32" drill bit (3-1/8" OAL x 2" LOC).
2. The bottom foam pad that the Ghost Gunner comes shipped in is useful for reducing resonance vibration during cuts. Placing the machine on the floor or otherwise resting it on a large surface can reduce vibrations and improve precision.
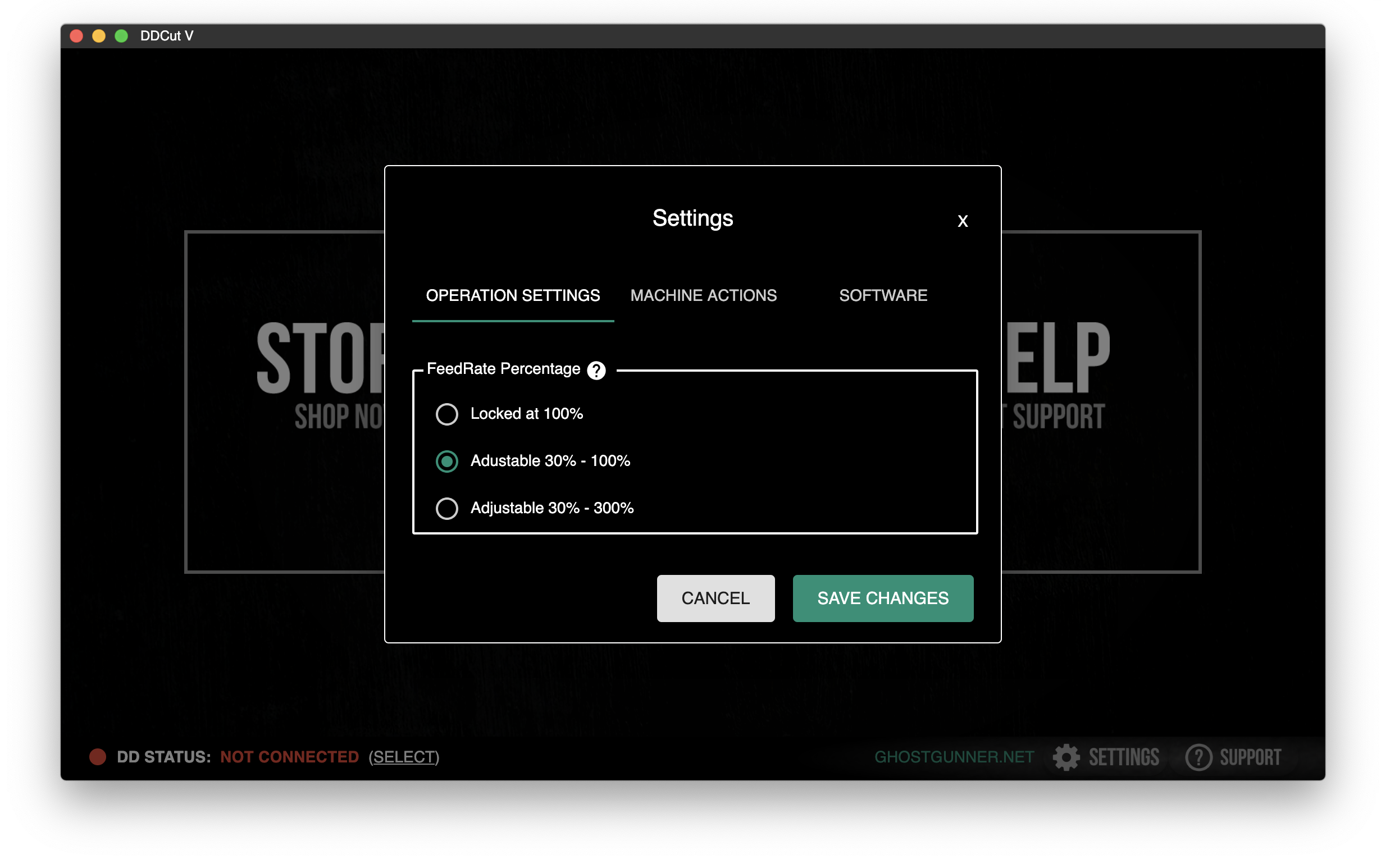
3. Slowing the feed rate, but only for the pin holes, could also help with this issue. Click the Settings/Tools button in the lower right corner of DDCut's main menu to access the feed rate override options. Click Enable Feedrate Percentage, and make sure 30%-100% is selected prior to running the chosen file. Then, when running the code, lower the feed rate to 60% or higher.
Alternative Solutions
If you are worried about over bored pin holes, you may want to try a solid carbide #25 drill bit (3-1/8" OAL x 2" LOC), and follow up with a 5/32" reamer to get perfect sized trigger and hammer pin holes.
Anti-walk pins such as KNS Hammer and Trigger Pins or JP Enterprises Oversized Anti-Walk Hammer and Trigger Pins can help to correct problems resulting from overbore.
Comments
0 comments
Please sign in to leave a comment.